
![]()
【裏バリ取り】
ホルダー比較検証
とあるユーザー様でのリアルな比較検証を
ご紹介いたします!
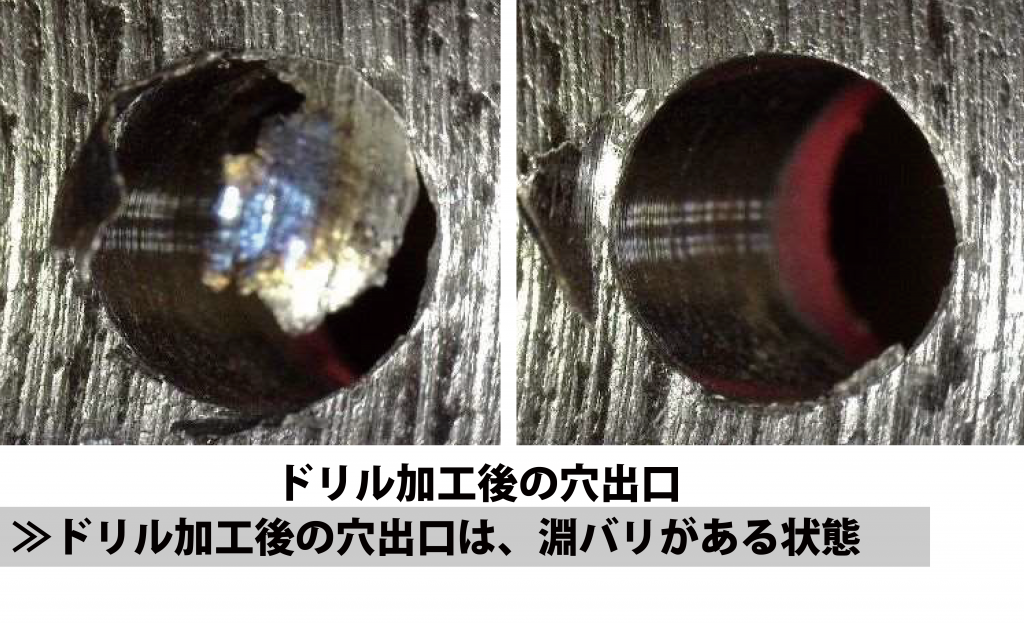
まずは…Φ6のドリル加工から
▼

被削材はSCM420H
↑↑↑
ドリル加工後はバリが出ています
特に曲面などの穴あけには
「バリの発生と処理」が課題になりがちですね
さぁ、ここで…
TDチャンファーミルの登場!!
早速、裏バリ取りをしていきます
▼
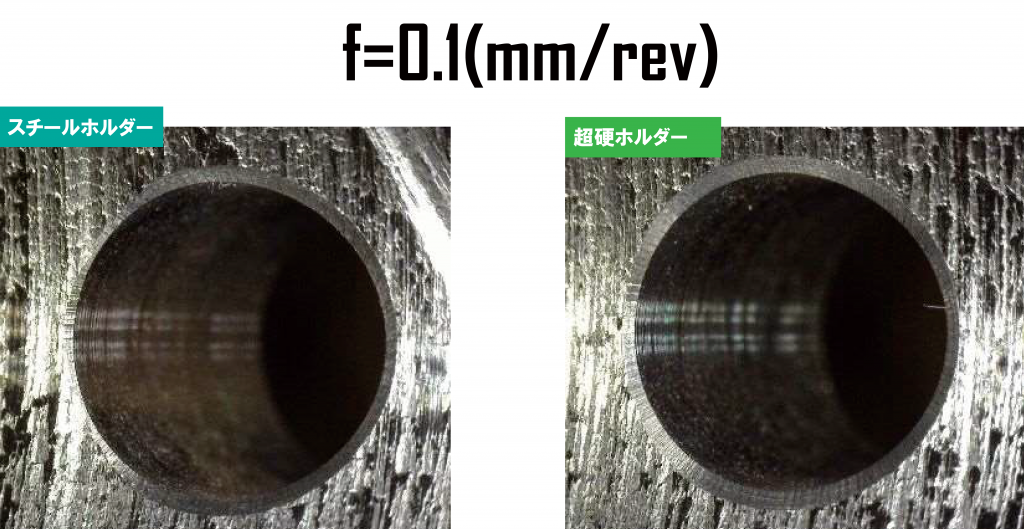
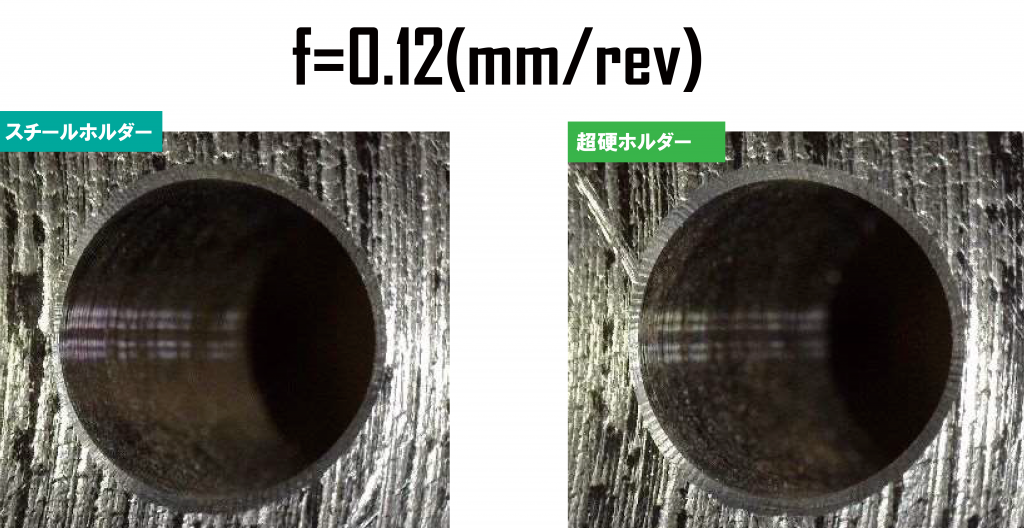
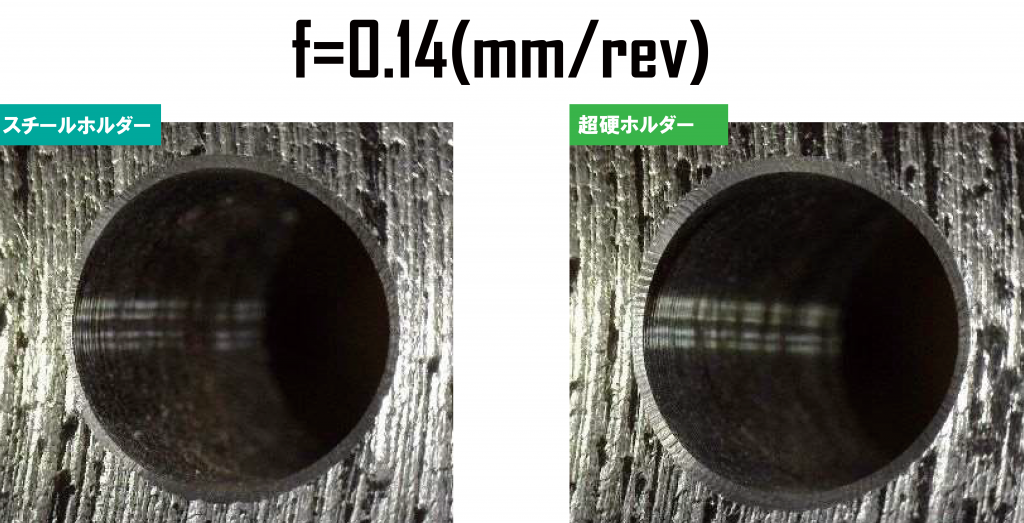
以下の切削条件下で加工面の状態を比較検証
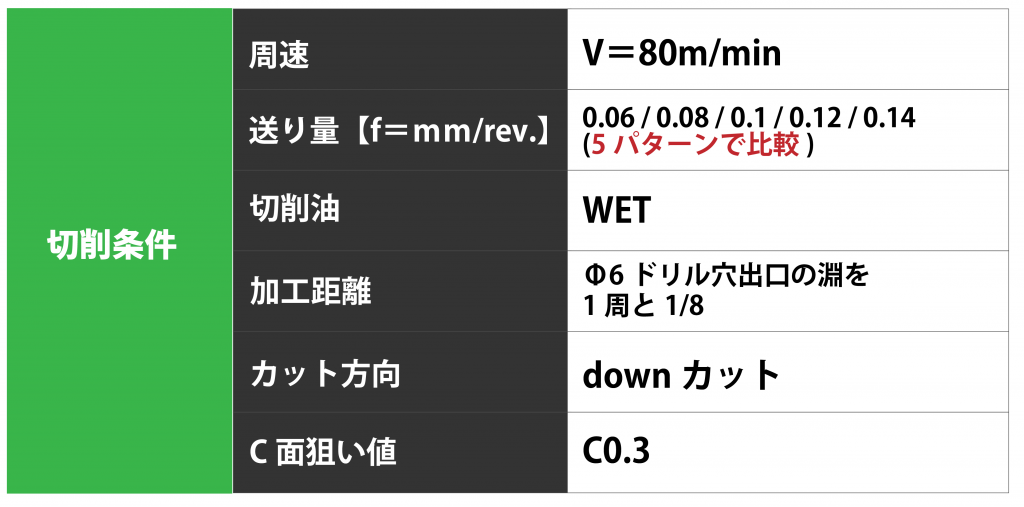
≫送り速度は以下の5パターンのうち
どこが良いかを見ていきます
【0.06mm/0.08mm/0.1mm/0.12mm/0.14mm】
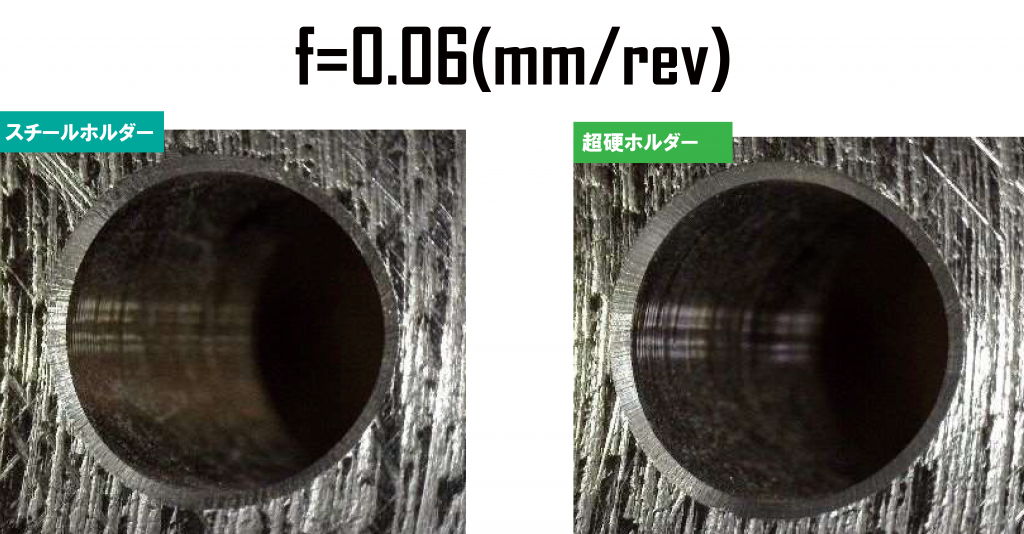
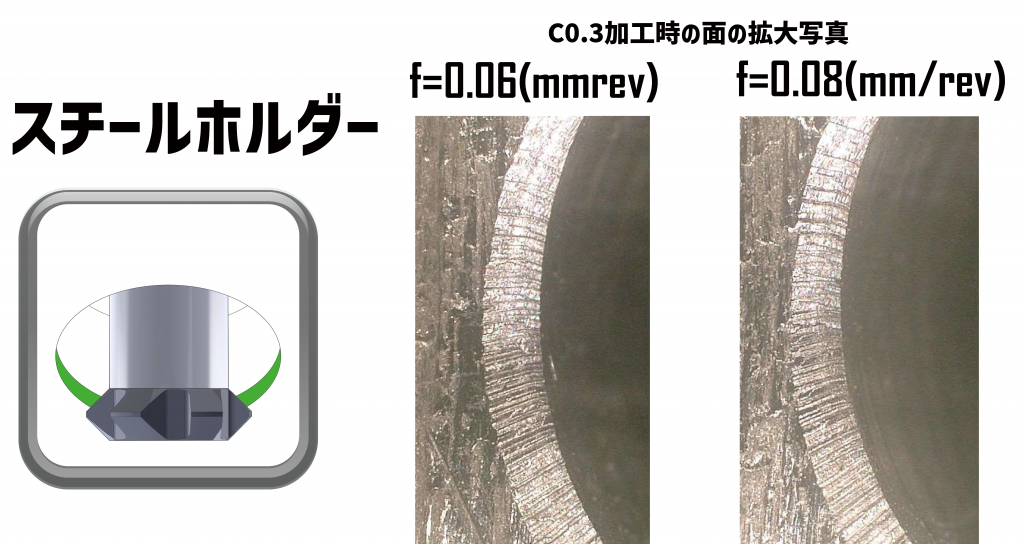
同条件下で加工した後、
スチールホルダーと超硬ホルダー
それぞれの加工面の状態を
比較していきますよー!
▼
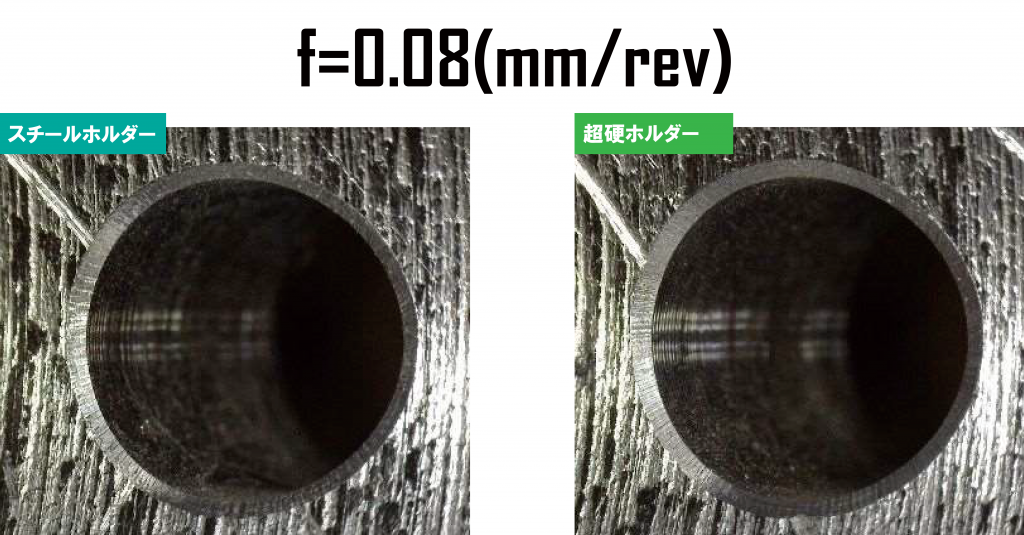
さらに0.06mmと0.08mmの
加工面を拡大してみます!
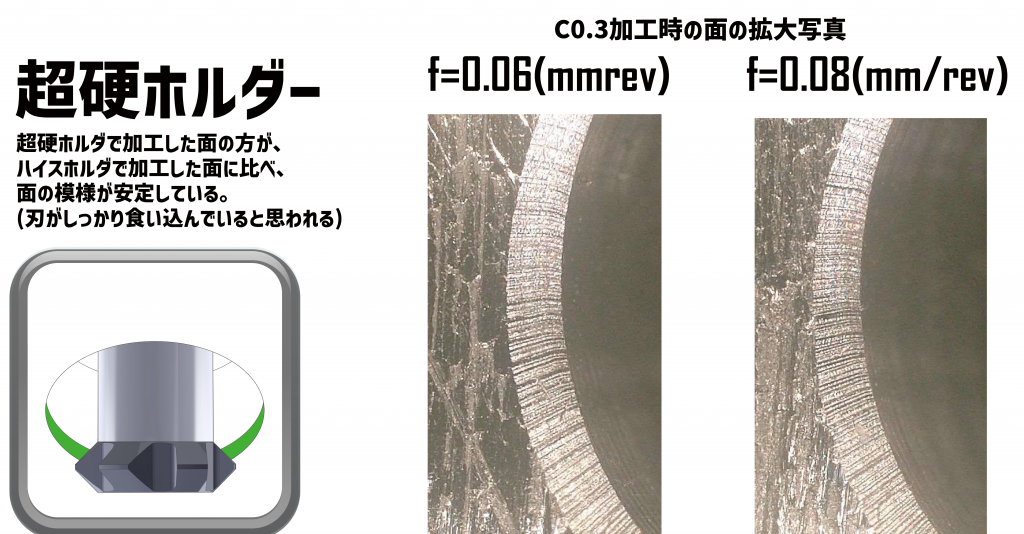
超硬ホルダーの方も拡大すると…
お!こちらの方が加工面の模様が安定していることがわかります。
…というわけで、
お客様は超硬ホルダーを選択!
送り量f=0.08mm/revに決定し、
ここからN増し加工へ!
▼
【N増し加工の結果】
ありがたいことに512穴加工した加工面と
刃先の画像も頂戴しましたので
こちらにご紹介いたします
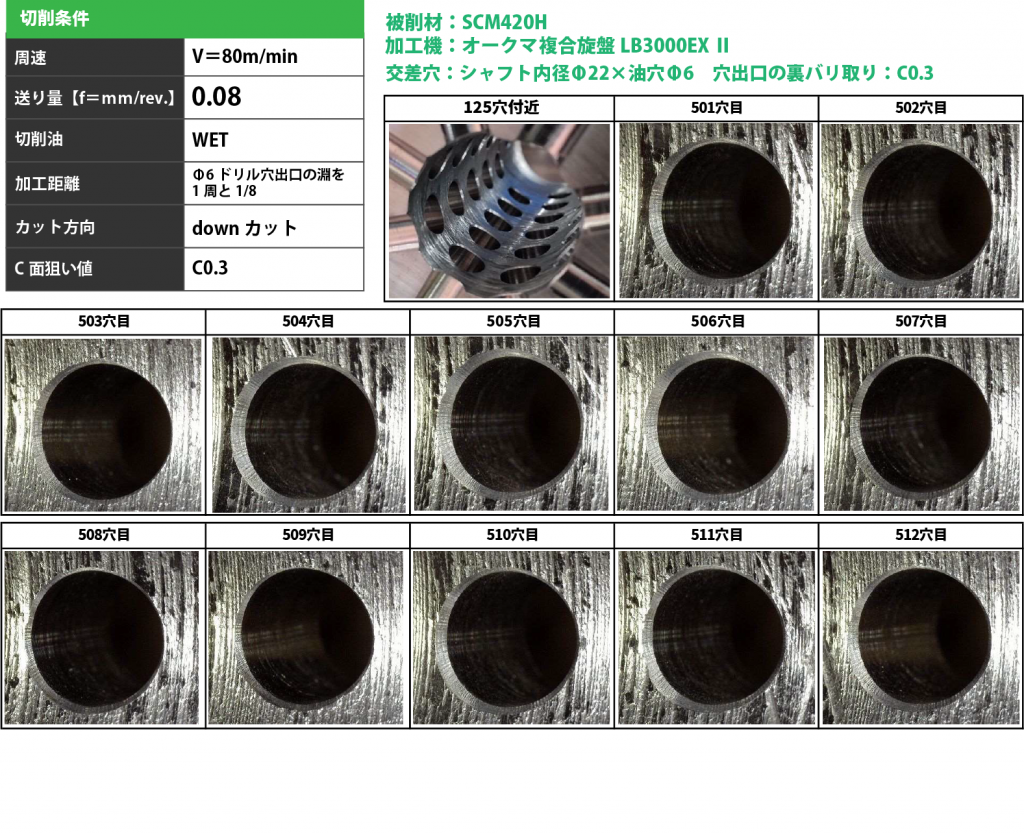
512穴加工付近においても
穴出口部は面が出来ており
バリ残りは確認できない。
刃先稜線にも欠損は見られず
異常摩耗も見られない。
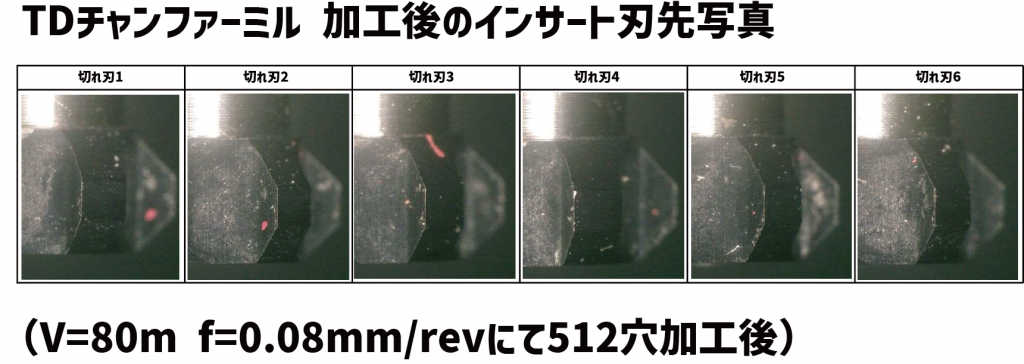
面取り状況からもインサートの状態からも
継続加工可能な状態!
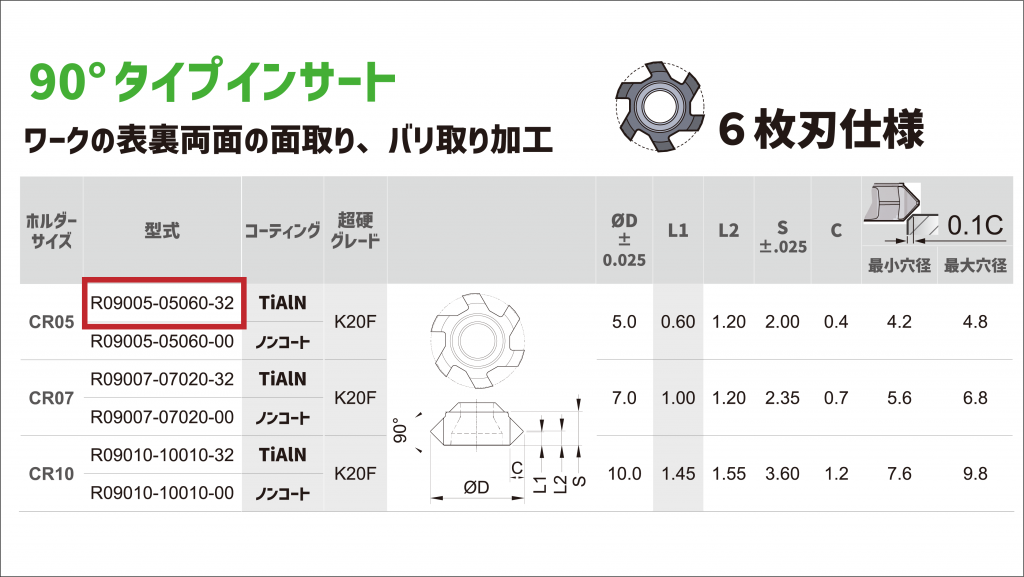
【今回の比較検証で使用した工具詳細】
| 【使用工具型番】 | |
| 超硬ホルダー | 99626-CR05-06-051W |
| スチールホルダー | 99626-CR05-06-051 |
| インサート | R09005-05060-32 TiALN |
≪ホルダーサイズ:CR05タイプ≫
※超硬とスチールの2種類のホルダーで比較しました
| インサート材質 | 超硬(K20F) |
| インサート刃径 | Φ5mm |
| インサート刃数 | 6枚刃 |
| インサート角度 | 90°タイプ |
| コーティング | TiALN |

さらなる詳細スペックはカタログからもご確認いただけます

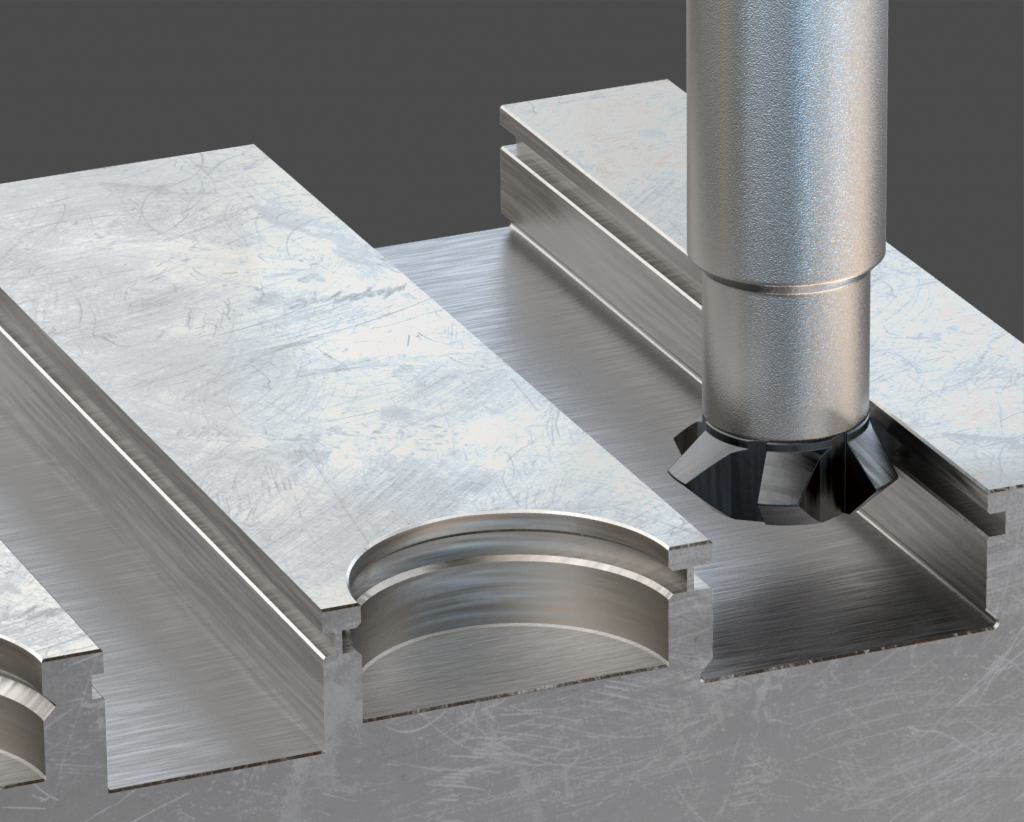
ワーク反転の手間なく
表面と裏面の両方を効率的に
面取り加工することが可能です。
ワンチャックでOK!
インサート式のため再研磨が不要で
誰でも正確に工具交換を行うことができます。

インサートは6枚刃仕様
最小径5mm!
二次バリが発生しにくく、加工速度も上げられます
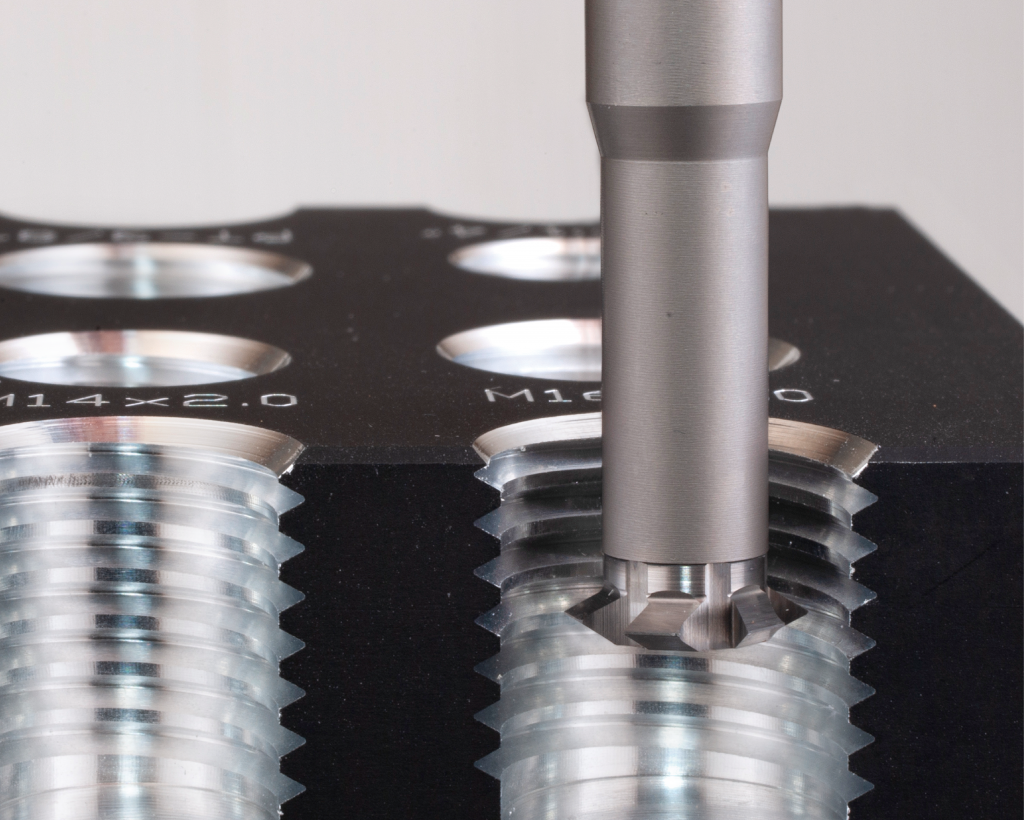
角度は90°と60°の2種類
表裏面取りを1本で行うことができるだけでなく、
60°タイプはねじ切り加工もできちゃいます!

| 03-3427-7937受付時間 9:00~18:00(土日祝日を除く) |
Copyright © TOOLdeINTERNATIONAL Corporation All Rights Reserved.