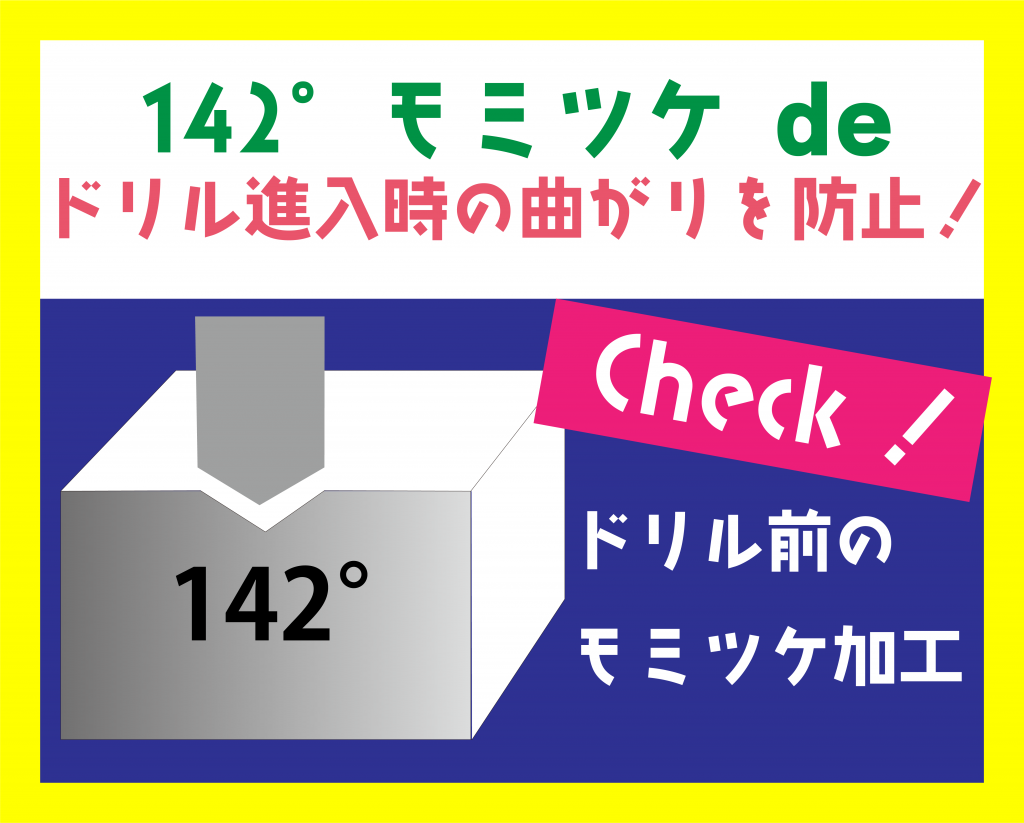
超硬ドリルでの穴あけ前に142°モミツケ◎
穴あけ加工をされているという方へ
どんな被削材なのか、どのような寸法や精度が必要な穴なのか
…その内容はさまざまですね。
ここでは、一般的な超硬ドリルを使用して穴あけ加工をされている方に向け
ドリル進入時の曲がりを防止する
ドリル加工前の【モミツケ】について
ぜひ注目していただきたい情報をご紹介してまいります。
1. 超硬ドリルが使用されるシーン
精度が求められる穴の加工や硬度の高い材料に対して穴あけを行う時、
また、ハイスより摩耗しにくいため研磨回数が少なく済む点や高速加工が可能である点などから
量産加工をされている場合や加工効率を求める場合にも
超硬ドリルを選択されるケースが多いのではないでしょうか。
2. ドリルの先端角
そして、超硬ドリルといえば先端角140°のものが標準的です。
一般的なハイスドリル(先端角118°)と比べると
・切りくずが短くなり排出性が良くなる
・工具寿命向上
・バリの発生減
・加工能率UP
・高精度な加工が可能
…など多くのメリットが挙げられます。
もちろんメリットだけではなく、
ハイスに比べると価格が高くなること、
靭性が低くチッピングしやすい、
先端角が大きくなると刃先にかかる抵抗が高くなる
などといったデメリットも。
3. ドリル加工前のモミツケ
さて、そんな超硬ドリル(140°)を使用されている方、
また、これから使ってみようかなという方
「ドリル前のモミツケ加工」
についても注目してみてください。
というのも・・・
モミツケをすると一手間増えることにはなりますが
ドリルにかかる抵抗を減らすことができたり、
ドリルが真っ直ぐに入り穴の曲がりを防ぐことができたりと
トータルでのメリットが大きいからです。
高精度な加工を行う方には、特に注目してみていただきたいところです
そこで!!
推奨したいのが、
先端角140°以上のリーディングドリルでのモミツケ
モミツケ加工で、たとえば角度が90°などのリーディングドリルを使用した場合、
ドリルの角度が140°であるのに対して、ドリルの先端角よりモミツケの角度が小さくなると
ドリルの進入時に肩部分が被削材に当たってしまうことがあり、
それが原因で穴の曲がりにつながってしまうといった事象が発生しやすくなります。
ドリルの先端角よりも大きい角度でモミツケを行うことで
ドリルの肩が当たらずドリルが真っ直ぐに入りやすくなりますよ。
≫ドリル進入時の曲がりを防止!
リーディングドリル D924Xシリーズ
そんな加工にぴったりな先端角142°のリーディングドリル
できれば低価格でいいものがあるといいんだけどね。
そんなご要望に応える超硬リーディングドリルがこちら
7leaders D924Xシリーズ

(上記画像をクリックしていただくと価格入りのカタログページがご覧いただけます)
刃径:φ 0.5~20まで
| 03-3427-7937受付時間 9:00~18:00(土日祝日を除く) |
Copyright © TOOLdeINTERNATIONAL Corporation All Rights Reserved.